

Additive Manufacturing by ferrous and non-ferrous metallic powders (from powder to solid)
Selective Laser Sintering (SLS)
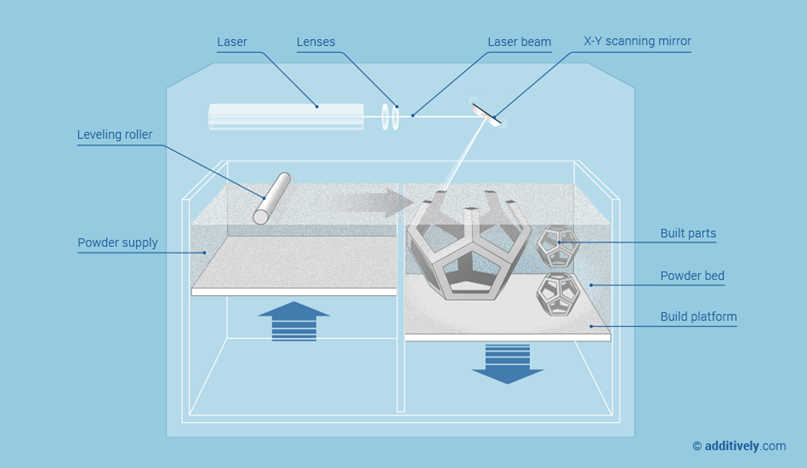
Printing machines for powder direct laser sintering work layer by layer as for all machines with additive logic. This is made possible by a suitable laser beam which is controlled through unattended and fully automated processes. With such systems the rapid manufacture of technical parts in defined materials is possible, both plastic and metal or sand.
The laser used is high-power (typically 400 kW – 600 kW) and allows the sintering of polymer powders, ceramic, vitreous or metallic (DMLS – Direct Metal Laser Sintering) to obtain the desired 3D shape.
The laser selectively fuses the material scanning sections generated from a digital 3D default item description. The process chamber is preheated and provides the presence of a protective inert gas (typically Ar-He mixtures). The production process consists of several stages:
- deposition, pressing and leveling of the metal powder on the construction table of the machine;
- sintering through laser, which hardens the powder shaping the model;
- lowering elevator in Z (vertical) direction by an amount corresponding to the thickness of the layer and process resume until the completion of the piece.
After the sintering step, the part is extracted and cleaned by the non-sintered powder, which can also be removed from any cavity of the model. The object product is able to “float” within the powder bed, so supports are not necessary supports this can produce particularly complex objects efficiently, avoiding support materials and post-production processes.
Often the pieces must be further treated to improve the surface finish by removing material (e.g. polishing, grinding, shot peening) or with the addition of material. Functional surface coatings are also possible such as EMC, hardening, etc.
Selective Laser Melting (SLM)
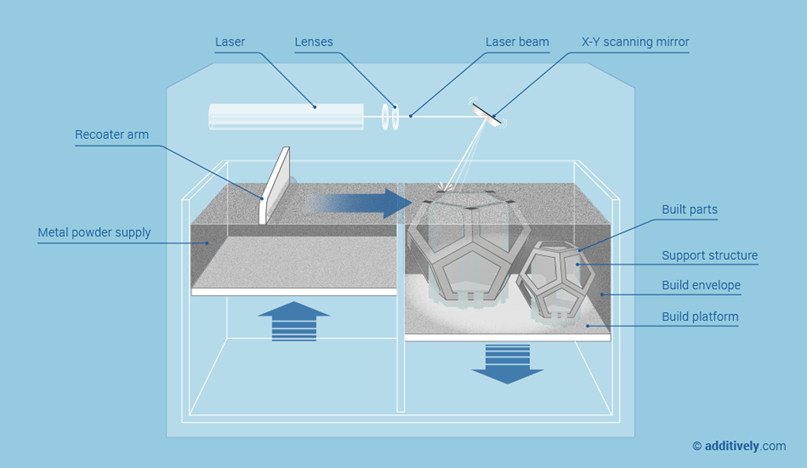
Selective laser melting is a variant compared to the classical selective sintering by laser, in that:
- uses an integral metallic powder without the addition of low melting elements;
- needs for a higher density of energy to melt the powders (up to 1.000 kW);
- a product with higher density is obtained.
The laser selectively melts the metal particles making them adhere to earlier. In the chamber an inert gas is used (typically Nitrogen or Argon, with traces of Helium) to prevent oxidation of the material.
The technology is much more refined than seen previously because it allows the selective fusion of a medium in a granular bed. The un-melted material serves to support the protrusions and the walls of the part that is produced, reducing the need for temporary auxiliary supports.
Heat treatment: after production, the parts are often heat treated to release residual stresses and improve the metallurgical structure. The choice of heat treatment parameters depends on the application, the desired characteristics of the portion, and the material used. Some of these processes include the vacuum heat treatment, the heat treatment under an inert gas or the hot isostatic pressing (HIP).
Supports removal media and post-processing: at the end of the process the pieces are removed from the build platform, together with the supporting structures and can be partially post-processed in order to meet critical tolerances.
Surface finish: the surface of the product can be improved either by shot peening, either by the classical manual finishing (e.g. polishing, grinding) or chemically (e.g. plating, electro-polishing).
Electron Beam Melting (EBM)
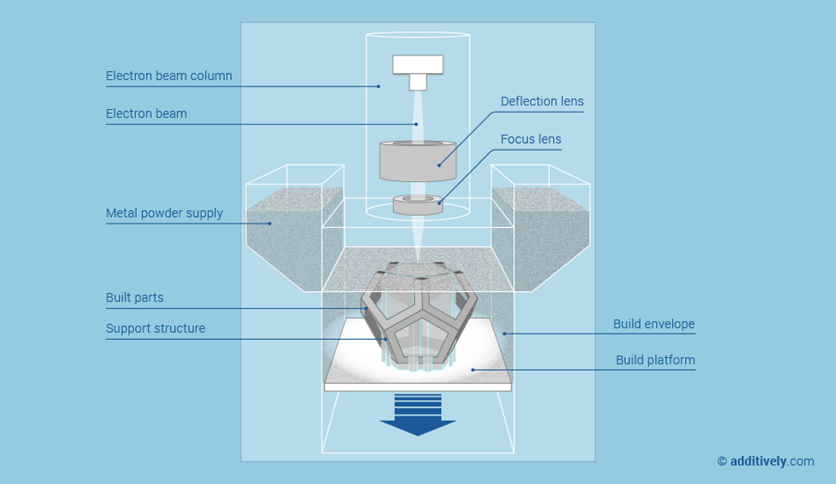
This method of manufacture of solid objects allows the production of high density parts directly from powders of pure metal, without the addition of other elements.
The parts are produced by fusing the layers together by means of an electron beam (Electron Beam) controlled by a computer.
In this way they get massive elements, with very high density, comparable to that of the same forged components (process often taken as a reference to indicate unit density). The high energy density of the electronic beam (typically an order of magnitude higher than that of the laser source) requires the use of vacuum in the chamber instead of inert gases.
The technology requires support and connection to the build platform structures. This allows the transfer of heat from the area in which the powder is melted and the consequent reduction of the thermal stresses.
The production chamber may contain multiple pieces that can be built in parallel, provided that they are all fixed to the platform.
The processing of pre-production and post-production are typically the same as the SLM technology.
The SLM and EBM technologies are considered substantially equivalent and in effect divide the market of high-end applications of industrial type, having progressively specialized to specific and complementary areas of use (e.g. EBM is much used in the biomedical and alloys with Titanium, the SLM is the reference for automotive applications in Aluminum alloys).
Direct Energy Deposition (DED; LENS – Laser Engineered Net Shaping; EBAM – Electron Beam Additive Manufacturing)
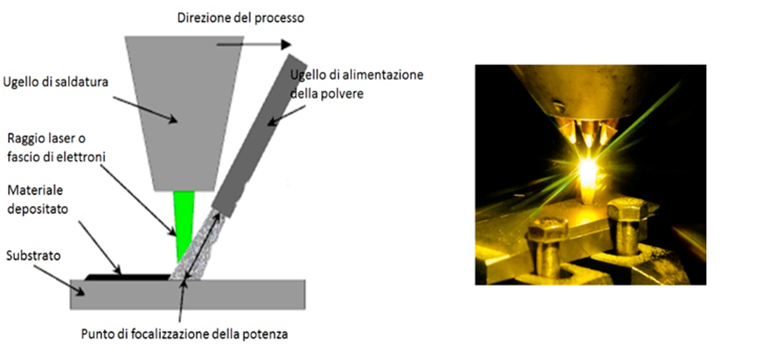
It is an additive manufacturing process in which the focused thermal energy is used to melt the materials in the moment in which they are deposited.
It involves the use of both laser beams and electron beams (Laser and Electronic Beam) and the main technologies are:
- direct metal deposition (powder deposition)
- laser deposition
- laser engineered net shaping (LENS)
- electronic beam additive manufacturing (EBAM)
Metal powders are injected into the nozzle to create a uniform spray and melt as they move through the heat source. This results in a uniform and dense deposit with mechanical and metallurgical properties similar to those of products manufactured by means of welding and / or melting processes.
The deposited material is protected from oxidation by means of the presence in the growth chamber of an inert gas (typically Nitrogen or Argon). However it does not achieve the same degree of precision of SLM techniques and EBM and always requires finishing processes.
The powder volumes typically used in DED processes are superior to those treated in the SLM and EBM processes; the powder used in a DED process degrades more rapidly than the above two processes.